橡膠減震器制造技術(shù)。
橡膠減震器制造技術(shù)。
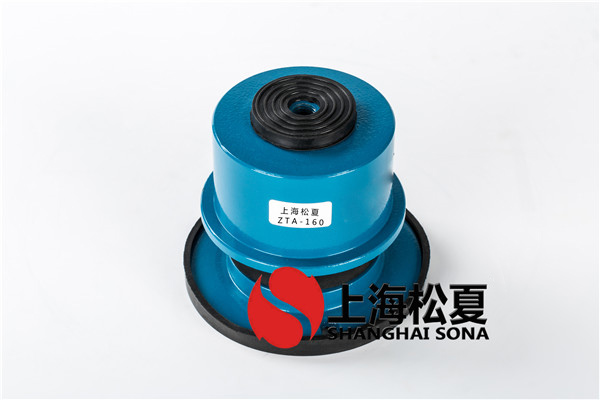
橡膠減震器制造技術(shù)。橡皮減震器橡膠的制備與普通橡膠產(chǎn)品相同。第一,要對生膠進(jìn)行充分增塑,以使其具有可塑性和均勻性。隨增塑時(shí)間的增加,橡膠的損耗系數(shù)減小,對振幅的依賴程度也降低。攪拌工藝的關(guān)鍵是使配合劑均勻分散。混煉膠混合不均勻時(shí),會(huì)引起減震器的剛度波動(dòng),而且由于硬度不均勻,使橡膠內(nèi)部產(chǎn)生應(yīng)力集中,從而縮短減震器的壽命。2.金屬部件的表面處理和粘接。大部分減震器都有金屬部件。金屬件表面與橡膠結(jié)合前必須進(jìn)行處理,否則會(huì)影響粘合強(qiáng)度。有許多方法可以對金屬零件進(jìn)行表面處理。一般采用噴砂處理,然后用溶劑清洗,烘干,涂膠。現(xiàn)在使用的膠粘劑是chemlok(chemlok),它的粘結(jié)強(qiáng)度很可靠。

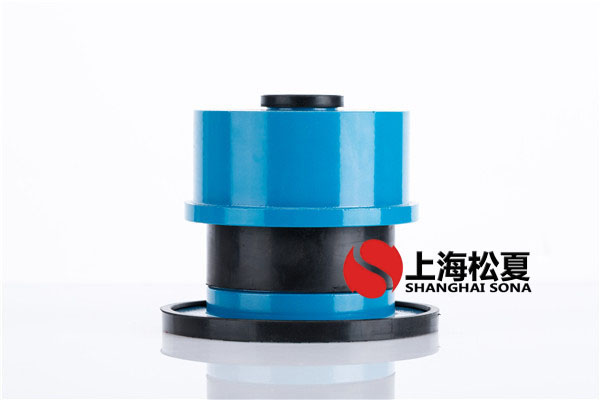
橡膠減震器制造技術(shù)。3.硫化。通常采用模壓硫化、變換硫化、注射硫化等硫化工藝。較為常用的成型硫化工藝和設(shè)備比較簡單。熱由上下壓力的表面?zhèn)鬟f給金屬模具和橡膠。這種方法尤其適合大型厚壁產(chǎn)品。轉(zhuǎn)模硫化是利用壓力機(jī)壓力向金屬模腔內(nèi)注入橡膠,使成型效率高。橡皮通過注入孔注入模腔。橡膠的溫度因?yàn)槟Σ炼仙O鹌ぴ谧⑷肭耙惨A(yù)熱。所以,采用換模方法可縮短固化時(shí)間。

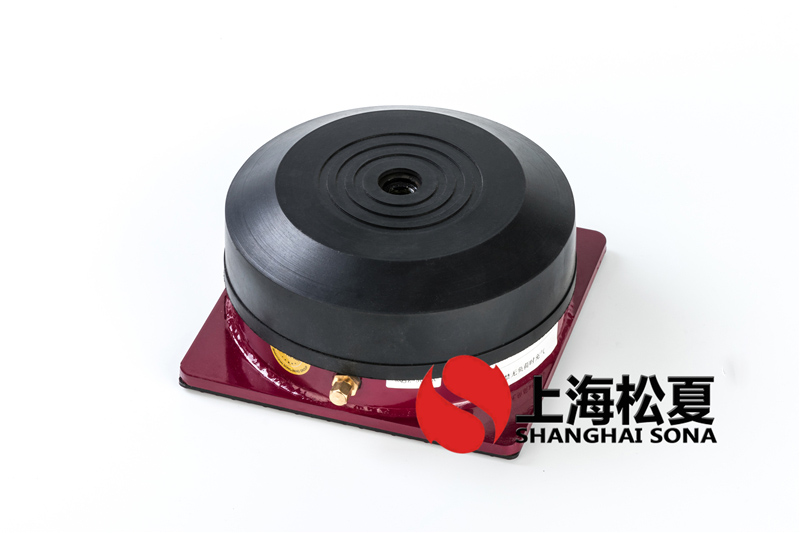
橡膠減震器制造技術(shù)。采用注射壓力法可使形狀復(fù)雜的橡膠減震制品。因?yàn)樽⑺軝C(jī)的注入部和加熱和加壓部分都是整體,所以橡膠作為條狀或片狀放置在柱塞中,經(jīng)過充分預(yù)熱后高壓注入金屬腔。嚴(yán)格控制硫化過程中的時(shí)間和溫度。一般而言,橡膠的交聯(lián)度隨時(shí)間增加,橡膠模量增大,損耗系數(shù)減小。所以,橡膠減震器應(yīng)充分硫化。硫磺含量過低,會(huì)使產(chǎn)品性能下降。